青機電工貿(mào)有限公司 官網(wǎng)")
蘇州市聯(lián)青機電工貿(mào)有限公司 版權(quán)所有 地 址:中國江蘇省蘇州市平江區(qū)西北街53號
工廠部 聯(lián)系人:馬文斌 電 話:13862082675 傳 真:0512-66678110
門市部 聯(lián)系人:張振榮 電 話:13706200612 傳 真:0512-67536618 ICP備案號:蘇ICP備18022824號-1
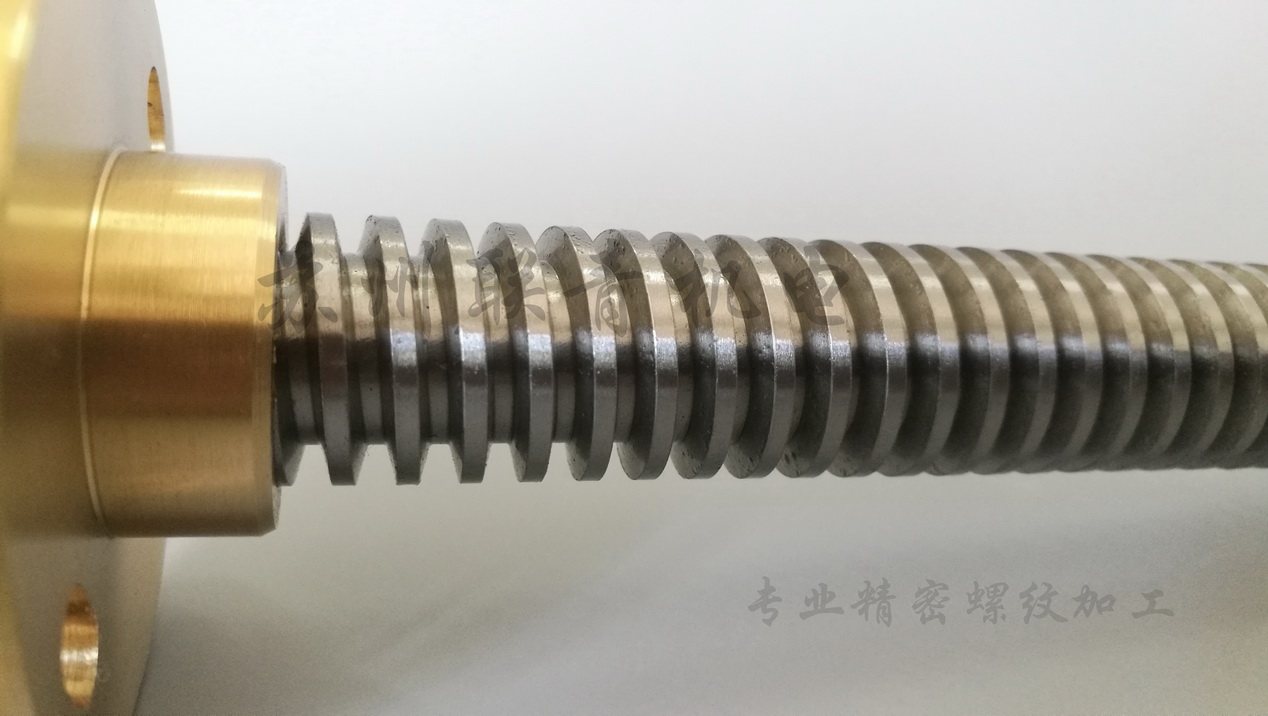
公司主要產(chǎn)品與服務(wù): 線切割配件耗材 穿孔機配件耗材 鉬絲垂直校正儀 螺紋磨床加工 精密絲桿定制 梯形絲杠 三角螺紋絲杠
工廠部 聯(lián)系人:馬文斌 電 話:13862082675 傳 真:0512-66678110
門市部 聯(lián)系人:張振榮 電 話:13706200612 傳 真:0512-67536618 ICP備案號:蘇ICP備18022824號-1
公司主要產(chǎn)品與服務(wù): 線切割配件耗材 穿孔機配件耗材 鉬絲垂直校正儀 螺紋磨床加工 精密絲桿定制 梯形絲杠 三角螺紋絲杠
