??
目前���,梯形絲杠一般采用中頻感應(yīng)淬火�,在生產(chǎn)中����,經(jīng)常會(huì)發(fā)生經(jīng)過淬火(回火)的梯形絲杠經(jīng)磨削螺紋后,經(jīng)磁力探傷檢查�����,常在螺紋滾道的圓弧上出現(xiàn)軸向的或網(wǎng)狀的裂紋����,甚至在磨削螺紋過程中僅憑肉眼就可發(fā)現(xiàn),從而造成梯形絲杠的報(bào)廢�。這不僅給企業(yè)造成直接經(jīng)濟(jì)損失,而已由于造成該問題的因素是多方面的,給企業(yè)生產(chǎn)一線操作者帶來較大的壓力��。
蘇州聯(lián)青機(jī)電長期從事梯形絲杠熱處理的技術(shù)工作���,通過對大量磨削裂紋大梯形絲杠的失效分析和過程追溯����,總結(jié)了大量造成這類裂紋的原因和控制措施����,并通過批量生產(chǎn)獲得了有效性的確認(rèn)。
1.原材料不良
主要表現(xiàn)為CCr15材料的網(wǎng)狀碳化物級別超差成化退火組織不合格(有片狀珠光體)����。通過對裂紋絲稈碳化物的不均勻性分析,顯微組織分析���,出現(xiàn)網(wǎng)狀碳化鐺級別堪差或球化退火組織不合格絲桿約占總致的40%����。
碳化物不均勻性造成梯形絲杠表面感應(yīng)淬火后存在表面硬度和內(nèi)應(yīng)力分布不均��,碳化物較集中的部位其內(nèi)應(yīng)力也較集中����。在梯形絲杠磨削時(shí)�����,由于談部位內(nèi)應(yīng)力超過材料的屈服強(qiáng)度���、就會(huì)產(chǎn)生磨削裂紋。片狀珠光體存在�,則造成絲桿表面感應(yīng)淬火后晶粒粗大,降低鋼材的屈服強(qiáng)度���,絲桿打磨削時(shí)在內(nèi)應(yīng)力超過材料的屈服強(qiáng)度部位產(chǎn)生磨削裂紋。
2.絲桿中頻淬火熱處理不良
主要表現(xiàn)為淬火溫度偏高或回火不足��。通過分析�����、等統(tǒng)計(jì)����,由此造成絲桿磨削裂紋的絲桿約占總數(shù)的20%-30%。梯形絲杠中頻淬火時(shí)���,中頻輸出功率偏高��,淬干內(nèi)火題廈過慢����,都可能使絲桿淬火時(shí)的溫度偏高,絲桿淬火速度過慢��,都可能使絲桿淬火時(shí)的溫度偏高����,梯形絲杠淬火后的馬氏體組織級別偏上限(馬氏體5級),甚至可超標(biāo)(馬氏體缸5綴)��。粗大的馬氏體組織會(huì)降低鋼材向強(qiáng)廈和韌性����,絲桿磨削時(shí)在內(nèi)應(yīng)力超過鋼材的屈服強(qiáng)匿部位產(chǎn)生磨削裂紋。
梯形絲杠淬火后����,冷硬層較深,內(nèi)應(yīng)力(包括熱應(yīng)力和組織轉(zhuǎn)變應(yīng)力)較大��,回火不足(回火濕度低或回火時(shí)間短)�、絲桿淬火時(shí)形成的內(nèi)應(yīng)力清除不完全���。
絲桿淬火、回火后�,內(nèi)部的殘余內(nèi)應(yīng)力與磨削時(shí)產(chǎn)生的磨削應(yīng)力相疊加,當(dāng)疊加后的應(yīng)力超過鋼材的屈服強(qiáng)度時(shí)����,就會(huì)在梯形絲杠表面形成裂紋。
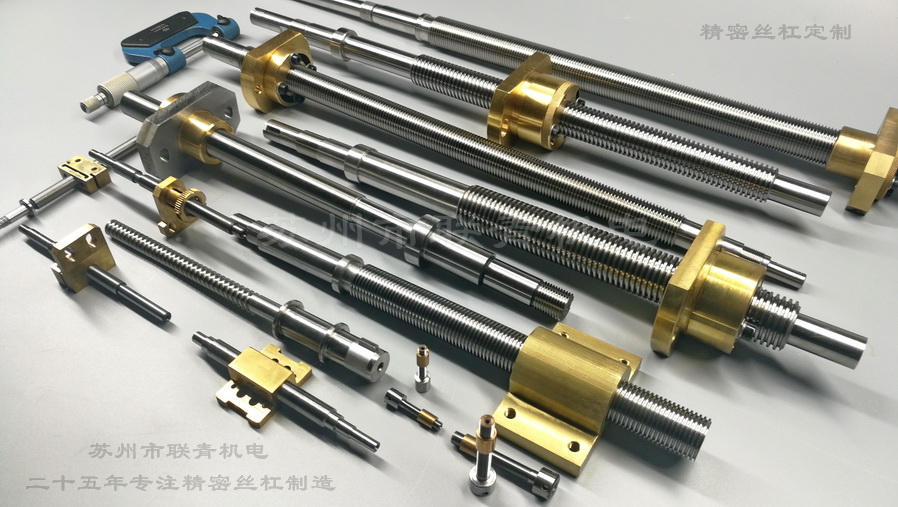
蘇州市聯(lián)青機(jī)電工貿(mào)有限公司是國內(nèi)專業(yè)的線切割零配件����、穿孔機(jī)零配件權(quán)威制造商,成立于1993年���,致力于精密絲杠的生產(chǎn)與開發(fā)。運(yùn)用漢江牌精密螺紋磨床加工�����,生產(chǎn)出優(yōu)質(zhì)的錐度頭絲桿�,不銹鋼絲桿,T型梯形絲杠��,三角螺紋絲桿��,線切割拖板絲杠,運(yùn)絲筒絲桿����,醫(yī)療精密絲桿及鉬絲垂直校正儀等產(chǎn)品,產(chǎn)品廣泛應(yīng)用于數(shù)控機(jī)床��、半導(dǎo)體設(shè)備���、醫(yī)療儀器�、石油機(jī)械�、精密測量儀器,機(jī)械手臂�、實(shí)驗(yàn)室設(shè)備、印刷機(jī)械���、制藥包裝機(jī)械�、能源企業(yè)���、飲料機(jī)械��、食品機(jī)械等領(lǐng)域�,滿足你一站式尋求產(chǎn)品的需要�����,歡迎來電咨詢。
青機(jī)電工貿(mào)有限公司 官網(wǎng)")
